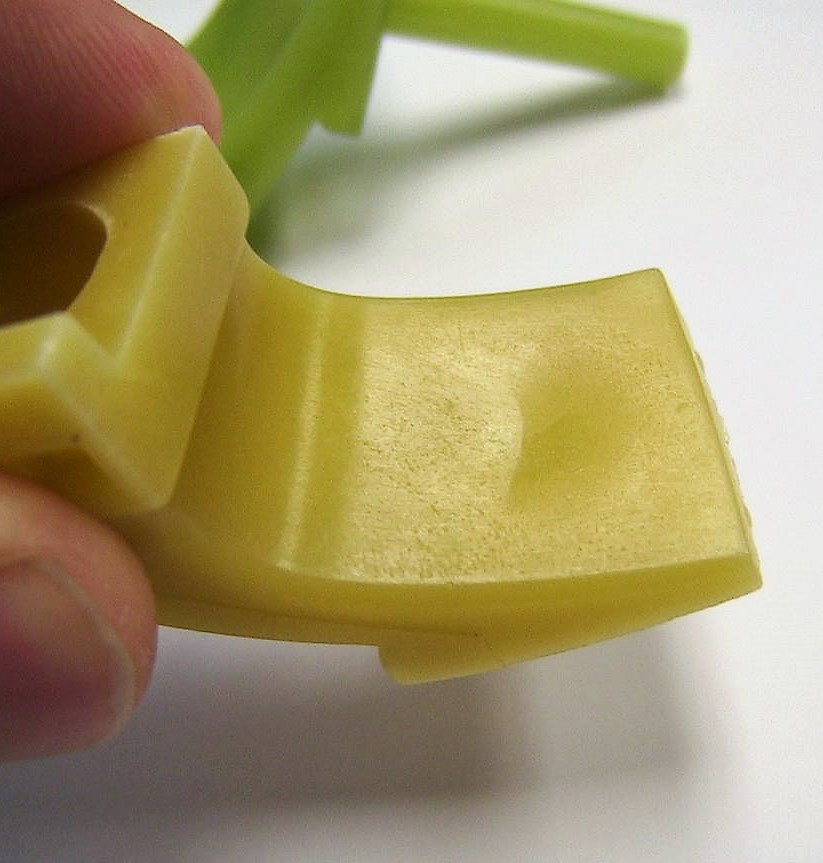
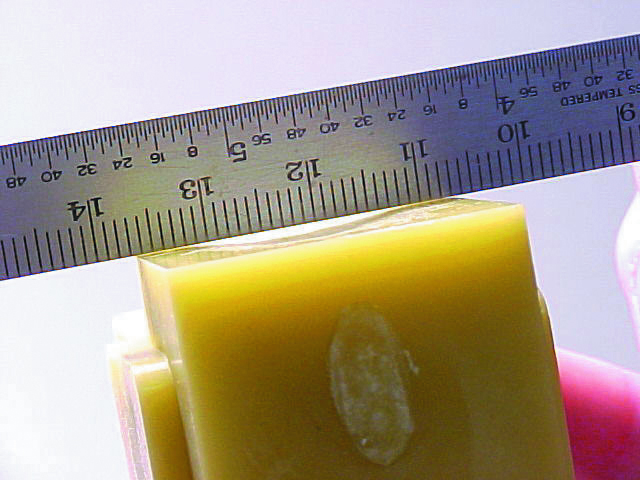
Negative
Smooth, dished surface depression.
Varies
Heavy sections or thick flat surfaces.
Visual Inspection, tangential lighting is recommended.
Heavy section of wax pattern shrinks as it cools. The volumetric wax contraction during cooling creates a negative pressure and pulls in surface wax.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Out of calibration |
See Best Practices Section |
| Equipment | Excessive Wax Temperature |
Reduce wax temperature |
| Equipment | Short cycle time |
Increase cycle time |
| Equipment | Low injection pressure |
Increase injection pressure |
| Equipment | Insufficient shot size |
Increase shot size |
| Equipment | Improper platen temperature |
Adjust platen temperature |
| Pattern Die | Improper die temperature |
Adjust die temperature |
| Pattern Die | Insufficient sprue size |
Increase sprue size |
| Pattern Die | Inappropriate sprue location |
Change sprue location to close to problem section |
| Pattern Die | Wax Freezing in nozzle |
Increase nozzle temperature by +2° or more above wax temperature. Contact equipment manufacturer as this practice may cause variation in patterns depending on shot size (small). |