
Negative
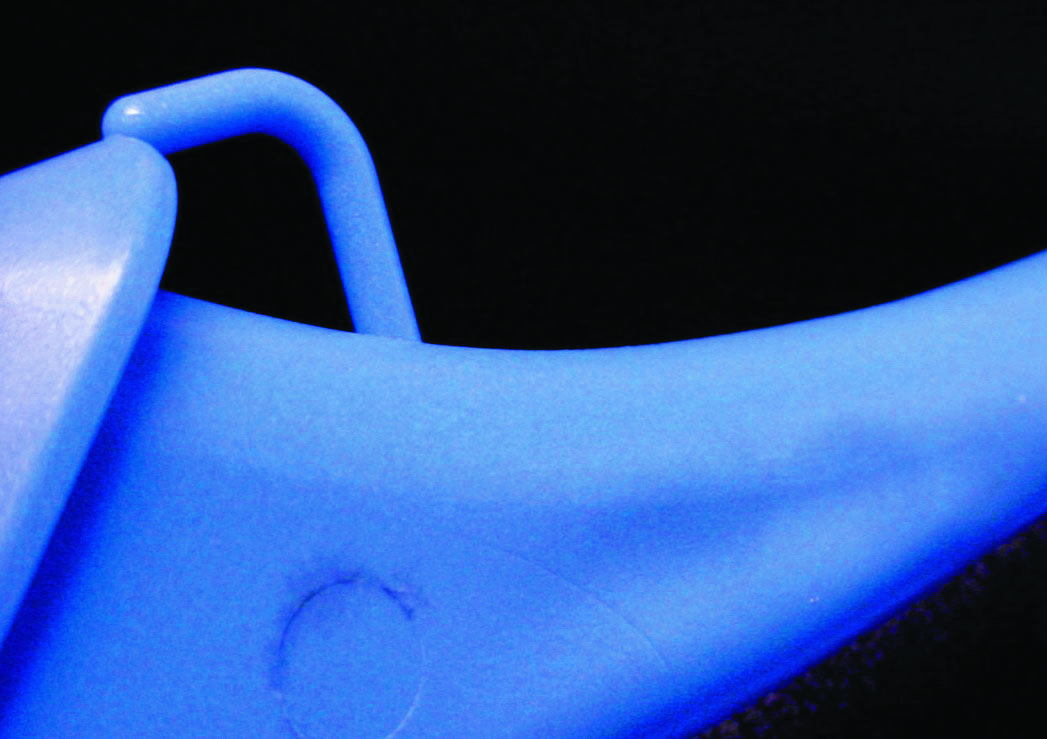
Smooth, dished surface depression.
Varies
Heavy sections or thick flat surfaces.
Sink, shrink
Visual Inspection, tangential lighting is recommended.
Heavy section of wax pattern shrinks as it cools. The volumetric wax contraction during cooling creates a negative pressure and pulls wax surfaces inward.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Out of calibration |
See Best Practices Section |
| Equipment | High wax temperature |
Reduce wax temperature. |
| Equipment | Low injection pressure |
Increase injection pressure |
| Equipment | Short injection or dwell time or hold time |
Increase time |
| Equipment | Insufficient wax flow |
Increase flow rate. |
| Equipment | Wax press not suitable for application: improper shot size |
If possible, inject pattern on different equipment (liquid, paste or billet). |
| Equipment | Wax Freezing in nozzle |
Increase nozzle temperature +2°F or more above wax temp (especially for paste injection). Contact equipment manufacturer as this practice may cause variation in patterns if small shot size. |
| Equipment | Filler Settling |
Ensure proper conditioning and purging of wax |
| Pattern Die | Missing wax chill |
Create wax chill to reduce the volume of injected wax in the area of sink/cavitation |
| Pattern Die | Hot Wax Chill |
Allow time for the wax chill to |
| Pattern Die | Injection runner too small |
Increase cross section of injection runner. |
| Pattern Die | Incorrect injection runner location |
Ensure that wax is entering die as close as possible to the largest un-chilled volume section of the pattern |
| Pattern Die | Injection runner too long |
Shorten the length of the runner. |
| Pattern Die | Incorrect die temperature |
Review die temperature and determine if cooling platen or die would improve condition |
| Wax | Wax selection not suitable for application |
Consider changing wax to one less prone to sink, cavitation and shrink Consider using wax chills. Consult wax supplier. |