
Negative
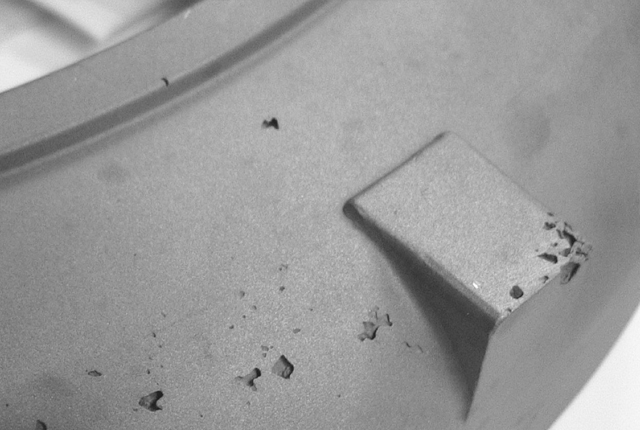
A series of smooth-walled symmetrical surface cavities with or without traces of dark glassy included material
N/A
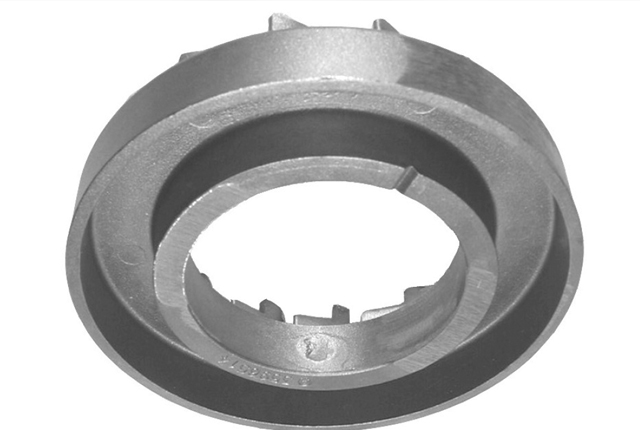
Top surface of the casting as oriented at casting
N/A
It is difficult to visually distinguish between slag and gas defects. The defect shapes are similar as is the location. Inspection of the defect under magnification may reveal residual slag.
During melting or casting, slag is produced as a function of time, temperature and availability of oxygen. This slag is mixed with the metal during pouring and, being less dense than the metal, floats to the top surface of the casting.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Shell | Metal / mold reaction |
Cast at the lowest possible mold and metal temperature. Increase the refractoriness of the primary coat |
| Foundry | Crucible / metal reaction |
Employ correct crucible and melting practice |
| Foundry | Oxidation of furnace lining or ladle |
Change to more refractory material |
| Foundry | Poor or improper deslagging practice |
Ensure adequate slag removal at lowest possible temperature. Allow time for slag in melt to float out. Remove slag. Use slag coagulants if necessary to improve removal. |
| Foundry | Excessive superheat temperature and or holding times |
Minimize the time the metal is at temperature |
| Foundry | Oxidation of metal during melting |
Consider protecting the melt using inert gas |
| Foundry | Silicates formed during deoxidation |
Modify the deoxidation practice |
| Foundry | Slag from the ladle entering the mold |
Use ceramic or cloth filter |
| Foundry | Slag from ladle entering the mold |
Consider using a bottom pour (teapot) ladle |
| Foundry | Turbulent pouring conditions - metal poured from great height above molds |
Minimize the distance from the furnace / ladle to the mold |