Negative
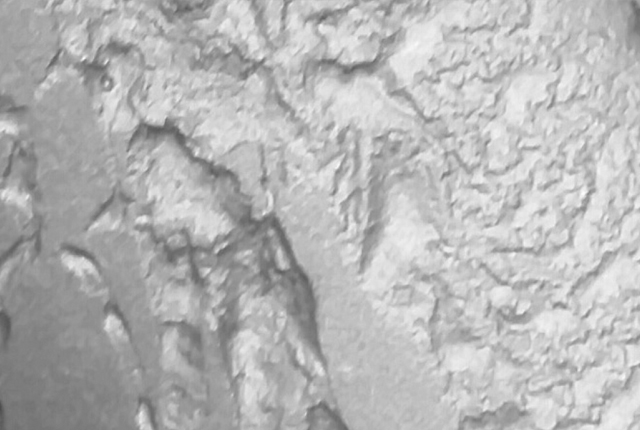
Smooth irregular shaped voids generally in or just under the cast surface usually irregular in outline but tending to assume a spherical or wormlike shape. The casting surface may exhibit a matte finish in the area of the defect
1 to 4 mm
Sections of mold that don’t drain during dewax. Areas of mold that are densely packed when shell built.
N/A
Gas tends to be on the upper surface or the part during casting. Metal mold reaction is located where the carbon does not burn out
During casting, residual carbon in the mold remaining from incomplete burnout react with molten metal producing CO. The CO, in the form of a gas bubble, prevents the metal from filling the area
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Other (Mold design) | Poor wax drainage |
Orient the parts to allow for a high level of wax drainage from the mold |
| Other (Mold design) | Patterns too close |
Increase spacing between patterns to prevent shell bridging |
| Wax | Patterns too close |
Increase spacing between patterns to prevent shell bridging |
| Shell | Incomplete wax removal |
Insure the dewax cycle time is adequate to remove all of the wax |
| Foundry | Short mold burn-out time |
Increase burnout time |
| Foundry | Insufficient air circulation in the mold |
Place molds on stand or ribbed hearth plate |
| Foundry | Low oxygen level in the burnout furnace |
Increase excess air |
| Foundry | Contamination of the mold |
Rinse mold and/or cover pour cup to prevent contamination |