
Negative
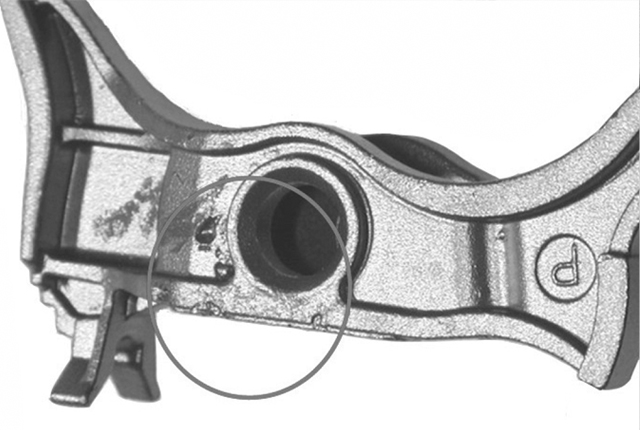
Round smooth walled cavities which may exhibit a slightly oxidized surface of varying diameter
0.5 to 4 mm
Generally located on the upper region of the part as-cast
Entrapped Air, Porosity
Upper region of the part as-cast, only a few holes. Fewer number of cavities than pinholes
During casting, turbulent flow mixes the air that is exiting the mold with the metal that is entering. These bubbles float to the surface of the metal but are trapped by the solidifying metal. (Like air bubbles trapped under a layer of ice). This also can be caused by incomplete burnout of the wax and filler material in the mold, igniting when the molten metal reaches this material. Gas defects can also be formed when ceramic cores out-gas, or the strengthening materials (such as binders or superglue) applied to cores, burns out (usually associated with low preheat temperatures). Low permeability of molds is another cause of entrapped gas.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Other (Mold design) | Poor gating design |
Add vent at top of part to allow air to escape |
| Other (Mold design) | Poor gating design |
Modify gating system to prevent turbulence during metal filling |
| Other (Mold design) | Low ferrostatic pressure |
Increase the height of the mold, use vacuum assistance, centrifuge |
| Shell | Low mold permeability |
Increase the mold permeability or use vacuum assistance during pouring |
| Foundry | Bad pouring practiceFoundry |
Reduce height from ladle to mold, pour down the side of the pour cup |
| Foundry | Excessively turbulent metal flow into the mold. Low ferrostatic pressure |
Modify the gating technique to give less turbulent flow; self-venting mold. Increase the height of the mold, use vacuum assistance, centrifuge |
| Foundry | Low metal temperature |
Increasing the metal temperature allows more time for gas bubbles to escape before a skin is formed |
| Foundry | Excess wax and Filler material after dewaxing mold |
Burn molds out fully prior to preheat. Add excess oxygen to preheat/ burnout oven to ensure complete burnout of mold. |
| Foundry | Poor deoxidation practice |
Improve practices |
| Foundry | Moisture contained within the metal feedstock |
Ensure metal is free from moisture rust or lubricants. Ensure ladles are cured and dry before use. |