Negative
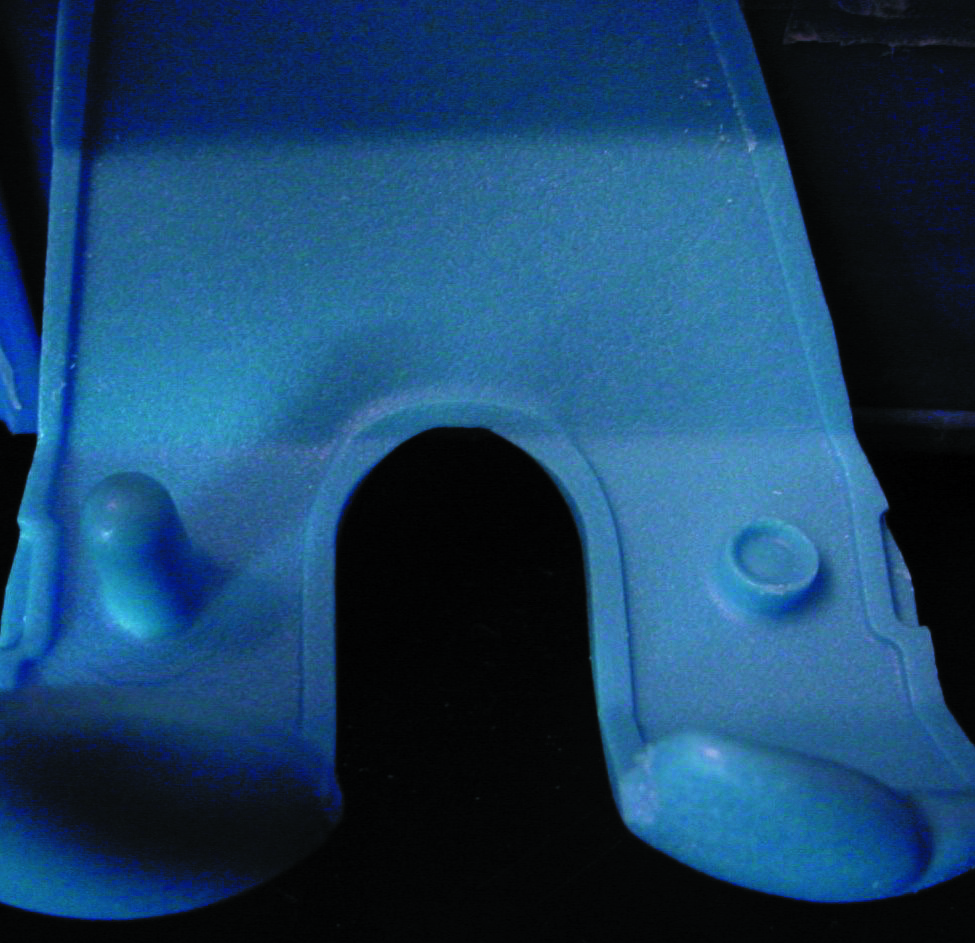
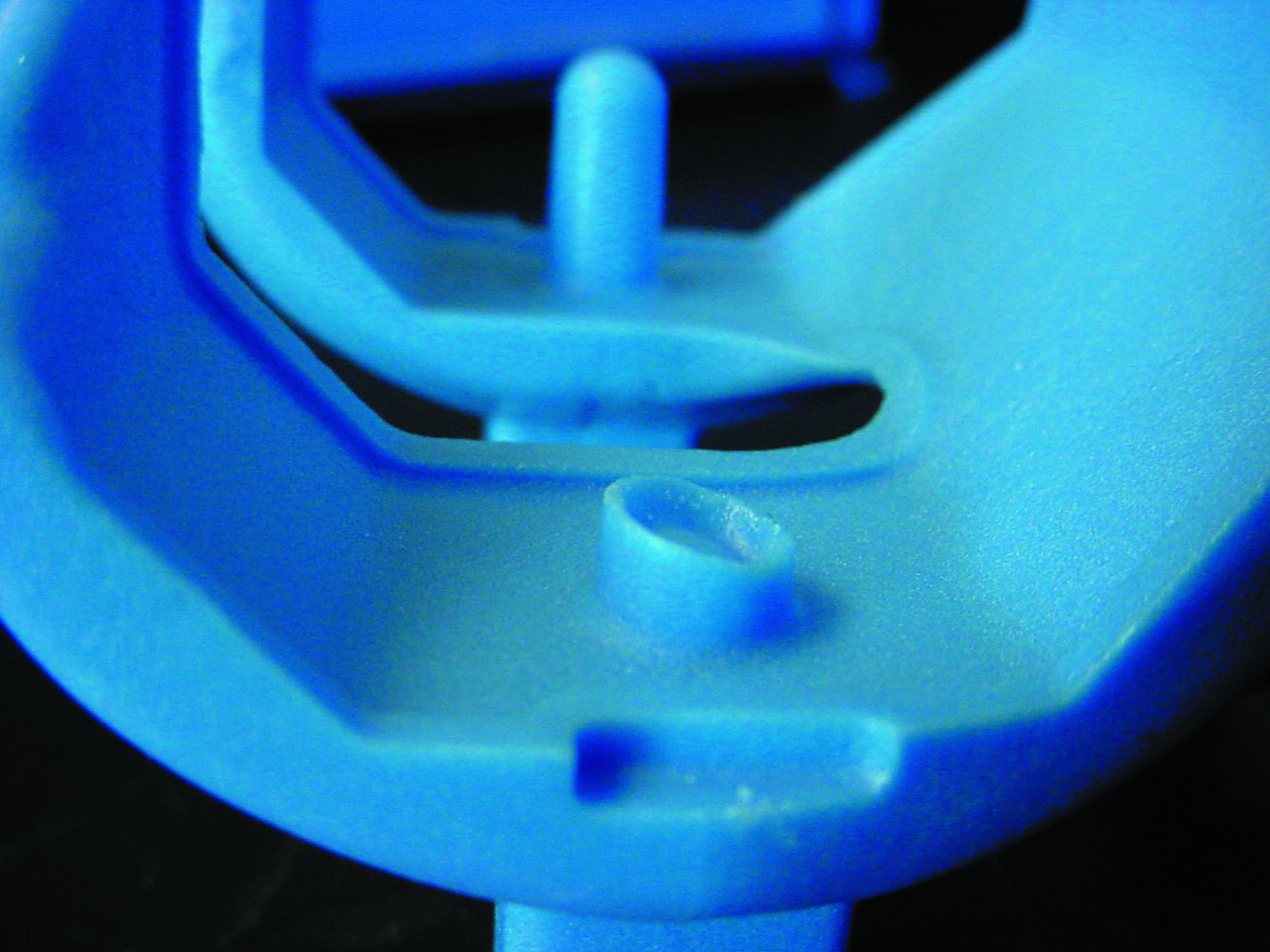
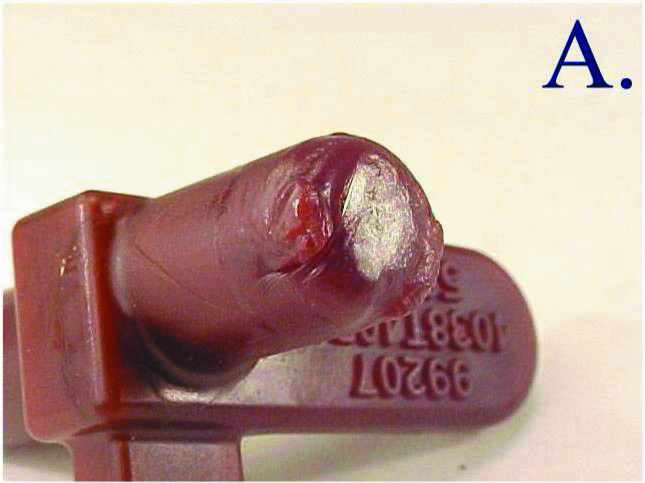
Incomplete pattern with rounded edges where pattern is not completely formed.
Varies
Thin sections and sharp edges often furthest away from the injection sprue.
Misrun, short shot
Visual Inspection with tangential lighting (at a low angle to the surface to create shadows of small protrusions)
Wax solidified prior to filling mold cavity.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Out of calibration |
See Best Practices Section |
| Equipment | Improper shot size |
Make sure machine has proper shot size capacity. Increase shot size. |
| Equipment | Wax flow rate insufficient |
Increase flow rate. |
| Equipment | Wax flow rate too high causing air entrapment |
Decrease flow rate |
| Equipment | Acceleration (ramp-up) to machine unable to achieve proper flow rate (Machines equipped with electronic injection control) |
Increase acceleration (ramp-up) setting. If equipped, recommend using volume-based flow vs. time-based flow. |
| Equipment | Insufficient injection pressure – machine unable to achieve flow |
Increase injection pressure |
| Equipment | Cold die |
Increase die temperature |
| Equipment | Cold slug of wax in nozzle |
Increase nozzle temperature or remove cold slug prior to injection |
| Equipment | Clamp Pressure too high (blocking vents) |
Reduce clamp pressure (see Best Practices for calculation) |
| Pattern Die | Trapped air in die |
Add vents in the trouble area. If vents exist make sure they are clean. |
| Pattern Die | Injection runner location |
Rework die as needed |
| Pattern Die | Injection runner too small (particularly for paste) |
Increase runner as needed. |
| Pattern Die | Opposing wax flow |
Examine die design and relocate or add runners as needed. |
| Wax | Cold wax |
Increase wax temperature |
| Other | Excessive mold release |
Clean die and use minimal mold release |
| Die Design | Flow impeded by core size or location |
See Section 3. |