Negative
Often hidden within pattern.
Varies
Varies
N/A
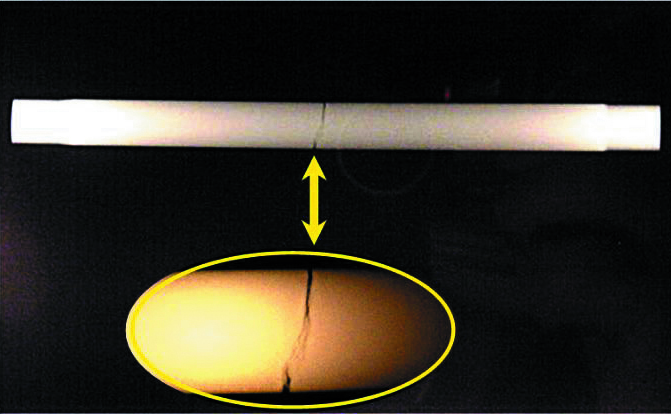
Visual inspection of core prints and radiographic inspection
Stress applied to core causing failure
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Out of calibration |
See Best Practices Section |
| Equipment | High injection pressure |
Reduce pressure. Note: Ceramic cores should be injected using minimal injection pressure. |
| Equipment | Excessive flow rate |
Reduce flow rate. |
| Equipment | Excessive acceleration (Machines equipped with electronic injection control) |
Reduce acceleration. |
| Equipment | Excessive clamp pressure |
Reduce clamp pressure to the minimum that is needed. |
| Equipment | Low wax temperature |
Increase wax temperature Note: Low wax temperature can cause high wax viscosity |
| Pattern Die | Core location |
Have locator pins properly adjusted by a qualified technician. Note: The core locator pins may be too high causing breaks when shutting the die. If pins are too low, the core is not supported and may break during wax injection. |
| Pattern Die | Ejector pins moving fast |
Reduce ejector pin speed to insure smooth operation. Review pin locations to ensure even part ejection with no twisting. |
| Pattern Die | Runner location |
Ensure runner is not directly feeding onto an unsupported section of the core. |
| Core | Oversize cores |
Check core dimensions. Note: If core is oversized contact the core supplier. In some cases, it is possible to sand the area that is oversized. The proper fix for the long term is to make the core to proper dimensions. |
| Other | Improper removal of wax pattern from die. |
Proper training of operators in removal. |
| Other | Insufficient mold release |
Increase mold release |