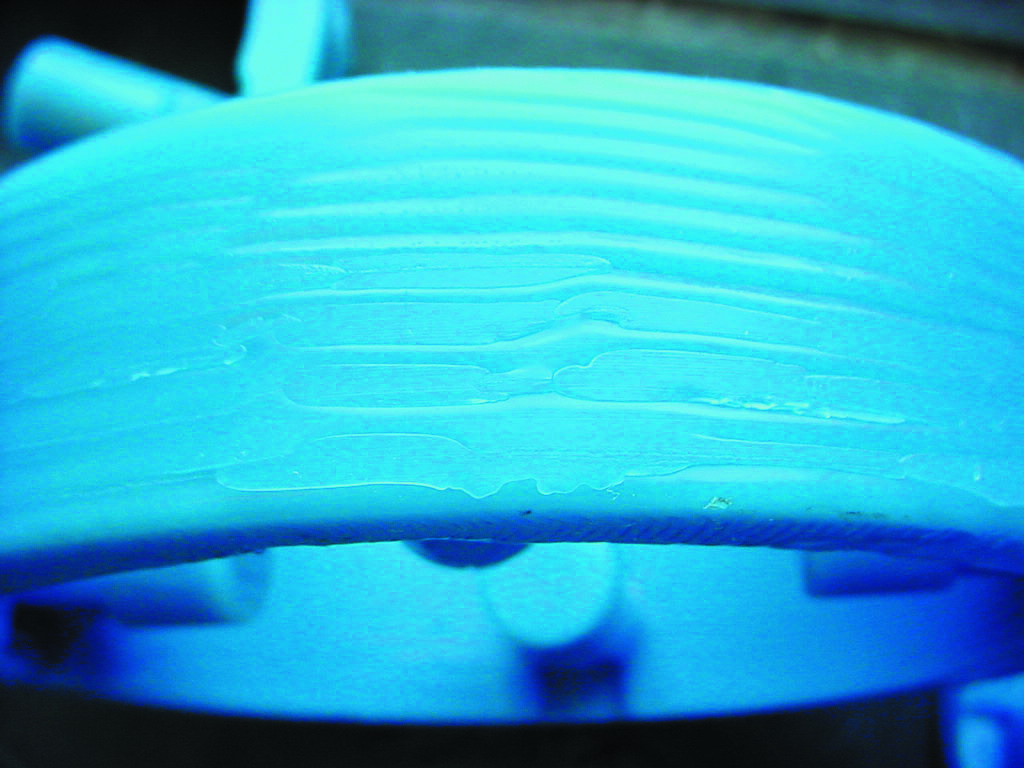
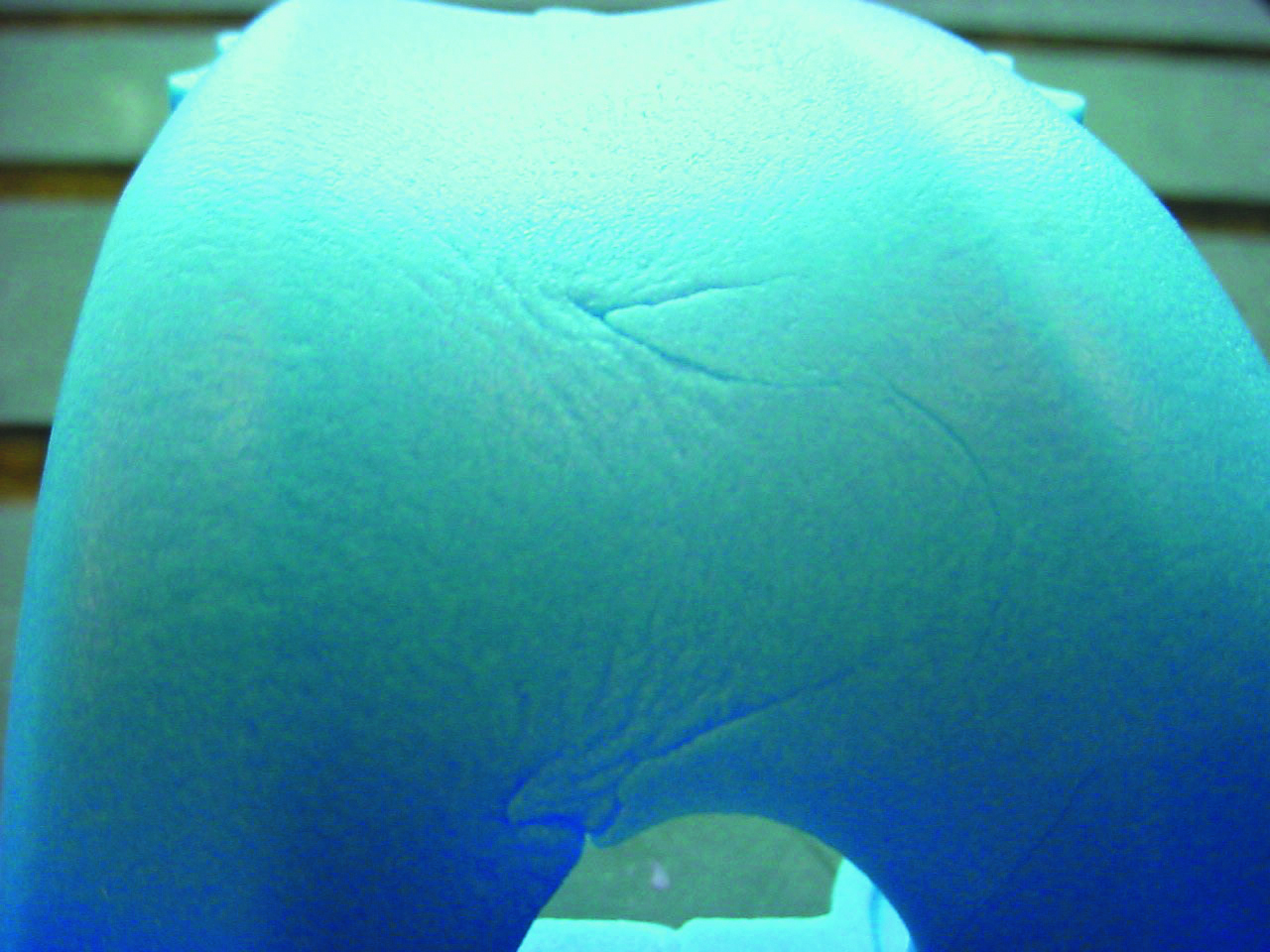


Negative
Shallow lines, series of wave-like depressions
Varies
Flat or curves surfaces
Ripples, wrinkles
Visual inspection
Combination of wax viscosity, pressure, and flow characteristics cause interaction with die surfaces
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Out of calibration |
See Best Practices Section |
| Equipment | Cold wax |
Increase wax temperature |
| Equipment | Wax flow rate |
Adjust flow rate as required |
| Equipment | Low injection pressure |
Increase injection pressure. |
| Equipment | Cold die |
Change die temperature. Turn platen water temperature off or adjust die temperature controller settings. |
| Equipment | Low acceleration – machine unable to achieve proper flow rate. (Machines equipped with electronic injection control) |
Review acceleration setting. Increase acceleration setting to correspond better with wax flow rate. Increase injection pressure to achieve desired flow. |
| Equipment | Cold wax in nozzle |
Increase nozzle temperature to ensure consistency with desired temperature. |
| Pattern Die | Injection runner design |
Review location of runner. Use single injection port and straight and short runners if possible. Complex injection port can prevent proper flow of wax into cavity |
| Pattern Die | Poor venting in die |
Clean vents or add vents as necessary. Ensure clamp pressure is appropriate – see Best Practices section |
| Other | Excessive mold release |
Clean die and ensure minimal amount of mold |