Positive
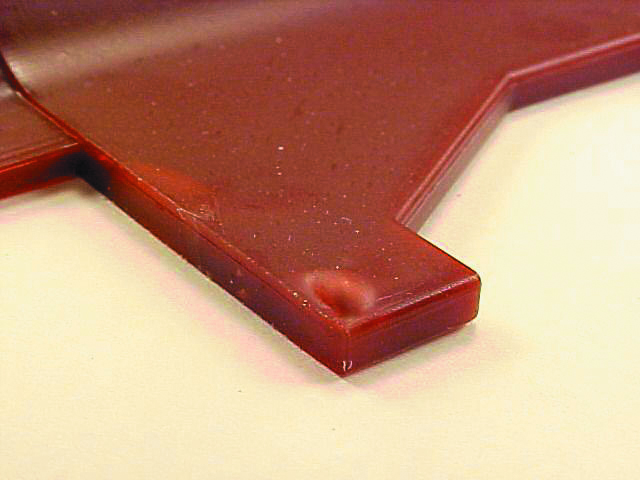
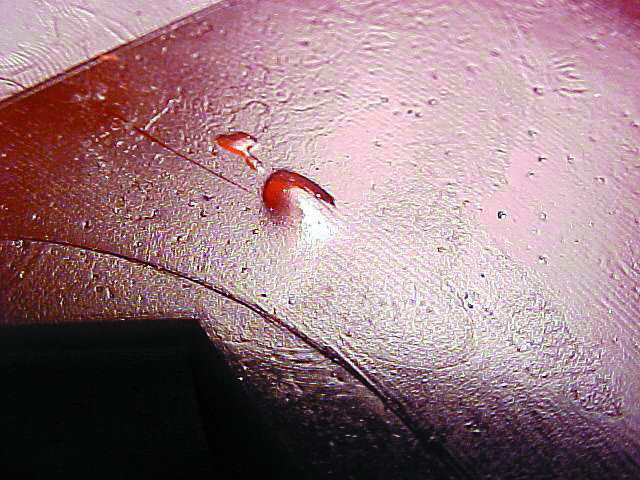
Smooth bulging, often single but sometimes multiple sites
Varies
Random
Visual Inspection with the assistance of tangential lighting
Air entrained in turbulent wax, compressed under the force of injection pressure, later expands to create a surface bulge.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Equipment | Excessive injection flow rate |
Reduce wax flow rate. Note: Excessive flow rate causing turbulence can entrap air during injection of wax. |
| Equipment | Excessive acceleration rate Machines equipped with electronic injection control) |
Reduce acceleration rate. If available, used “stepped flow” to reduce initial flow rate until cavity is partially filled. |
| Equipment | Incorrect nozzle temperature |
Adjust nozzle temperature to match wax injection temperature. |
| Equipment | Improper wax conditioning |
Condition wax according to manufacturer’s instructions. |
| Equipment | High wax temperature |
Reduce wax temperature. |
| Equipment | High clamping pressure |
Reduce clamping pressure. High clamp pressure may shut off vents |
| Equipment | Injection system seal or nozzle tip leakage |
Replace defective seals. Tighten threaded connections |
| Equipment | Equipment Injection chamber fill rate too fast |
Reduce fill rate; consult equipment manufacturer. |
| Pattern Die | Improper design of vents |
Add or relocate vent(s) in die cavity; ensure that existing vents are kept clean. See Best Practices Section |
| Pattern Die | Improper size and/or location of wax injection sprue |
Correct size and/or location of wax injection runner to reduce or eliminate turbulence. |
| Pattern Die | Die orientation to press |
Turn die upside down |
| Pattern Die | High die temperature |
Decrease die temperature. |
| Wax | Defective solid wax billets |
Ensure that billets are produced without air. |
| Wax | Damaged solid wax billets |
Repair or replace damaged billets. Note: Billets that have rough surfaces or are damaged can entrain and trap air which can be transferred to wax patterns |
| Other | Improper loading of liquid wax |
Air can be entrapped by careless filling of the wax press with hot wax. Note: Melted wax should be poured into reservoir slowly, creating as little turbulence as possible. Proper wax conditioning techniques should be evaluated. |
| Other | Excessive mold release |
Reduce use of mold release. Note: Excessive amounts of mold release on surface of mating |