Positive
Sharp, linear fin of metal perpendicular to the surface
N/A
Flat featureless surfaces, sharp edges or cylindrical parts, across holes
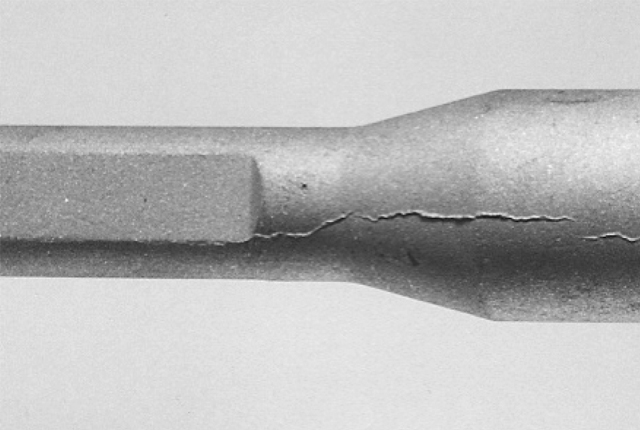
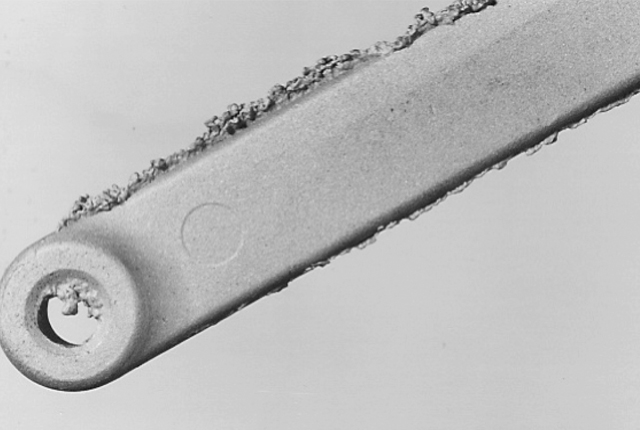
Flash, Shell Crack, Mold Crack
Wax flash can only be located on the parting line of the pattern
Shell crack during shell building, drying or dewaxing, and molten metal fills the crack during casting. Cylindrical shapes are more prone to this defect due to hoop stress
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Wax | Runner wax melts too slow |
Change the formulation of the runner wax to insure it melts as fast or faster than the pattern wax, use a low melting point wax to apply “dip seal” to the runner system |
| Wax | Pattern wax does not bleed through the mold during dewaxing |
Change pattern wax or increase the shell permeability |
| Wax | Wax flash / parting line not removed |
Removal all parting line indications |
| Shell | Low mold strength |
Add an additional shell layer, use a polymer, increase SiO2 of slurry |
| Shell | Incomplete mold drying |
Increase the mold dry time |
| Shell | Slow autoclave pressurization |
The autoclave should rapidly pressurize to 80 psi in 10 seconds or less |
| Shell | Large temperature fluctuations during drying |
Maintain 3F maximum temperature variation |
| Shell | Inadequate dewax pressure relief |
Add venting to difficult to dewax areas |
| Shell | Slow autoclave pressurization |
The autoclave should rapidly pressurize to 80 psi in 10 seconds or less |
| Shell | Slow dewax loading |
Load dewax unit quickly to reduce mold exposure to heat |
| Shell | Pattern wax does not bleed through the mold during dewaxing |
Change pattern wax or increase the shell permeability |