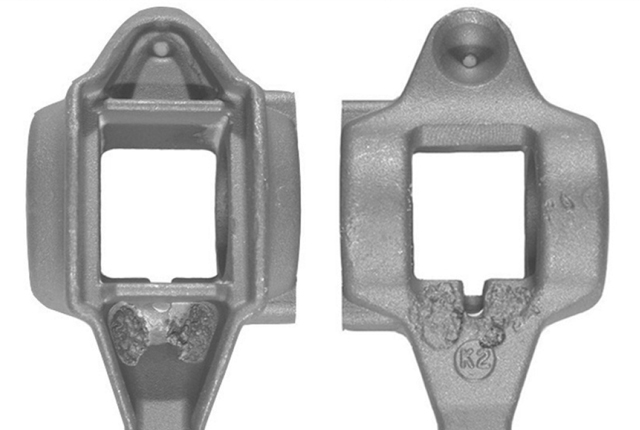
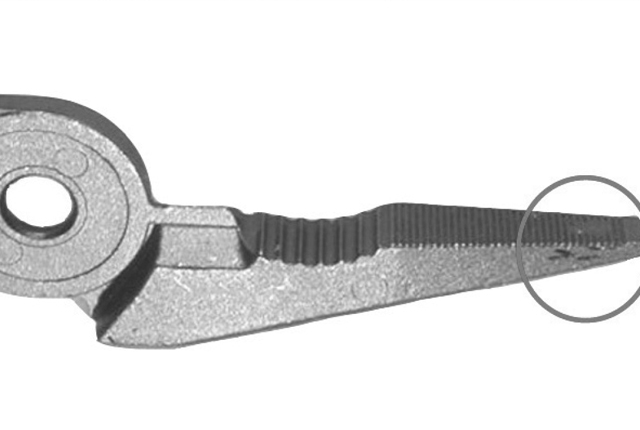
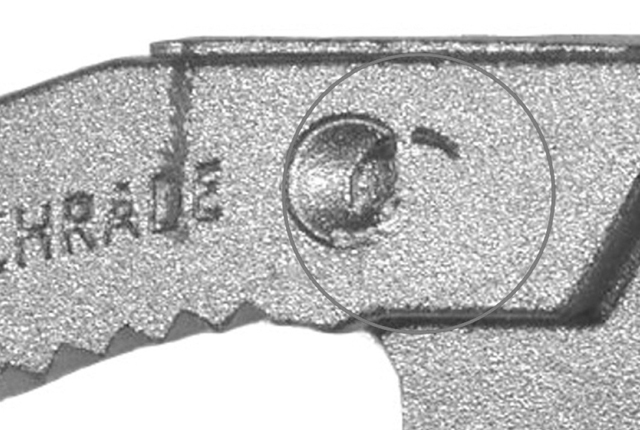
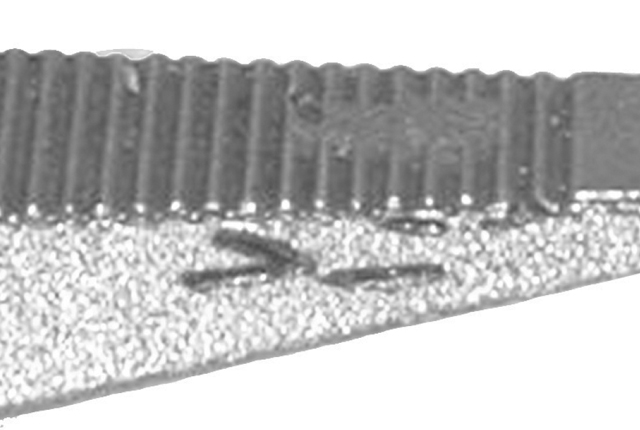
Positive (with corresponding negative)
Sharp or irregular positive defect normally accompanied by a negative defect (inclusion) from the ceramic that has “spalled” off and appears somewhere else on the casting.
N/A
Detailed areas such as depressed lettering, score lines, teeth, tight slots, fillets or sharp corners
Spalling, prime coat spall, pre-coat spall, letters and numbers, undercuts
Visual Inspection
The layer to layer bond in the shell construction is not strong enough and the ceramic fractures off the mold surface during dewaxing, mold preheating or casting and falls into the mold cavity
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Shell | Excessive 1st layer slurry that results in weak inter layer shell construction |
Fully drain slurry coats |
| Shell | Incomplete 1st layer dry that results in weak inter layer shell construction |
Extend prime slurry dry time |
| Shell | Excessive pre-wet that results in weak inter layer shell construction |
Fully drain pre-wet to matte finish |
| Shell | Prime coat stucco too fine that results in weak inter layer shell construction |
Skim fines/dust from the fluid bed or screen out, use coarser stucco |
| Shell | Low primary slurry binder level |
Check SiO2 level of primary slurry |
| Shell | Prime slurry binder gelling |
Conduct gel test on primary slurry binder |
| Shell | Poor stucco adhesion |
Insure the slurry is not drying before stucco, eliminate stucco rub off, blow off loose stucco |
| Shell | Prime coat slurry too thick |
Reduce prime coat viscosity |
| Shell | Etch too strong |
Reduce etch time, etch strength or increase time from etch to 1st layer application |
| Shell | Thermal expansion mismatch |
Use refractories that have similar thermal expansion characteristics |