
Negative
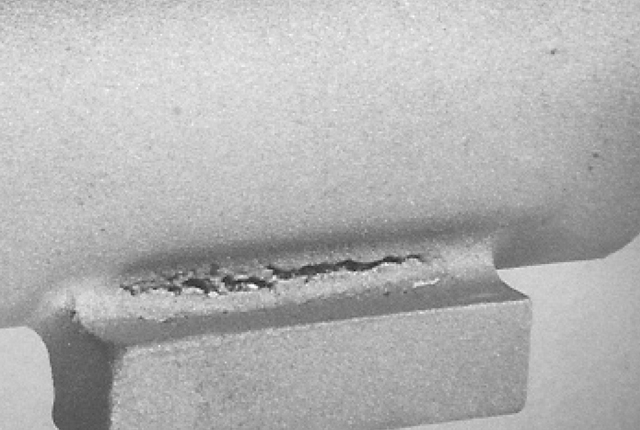
Surface depression or irregular cavities exhibiting an open or porous or coarsely crystalline structure sometimes exhibiting a dendritic appearance. These defects are frequently discovered by caustic salt bleeding out of the cavity after the leaching.
NA
Fillets, sharp intersections. or slow and are commonly found at corners of castings near the ingate
Hot spot porosity
Visual and Penetrant inspection
The molten alloy shrinks as it solidifies. Sharp inside corners thermally saturate the shell and cool slower than the surrounding area. Unfavorable thermal geometry resulting in an isolated liquid metal heat center. The shrinkage of the internal section, cut off from supplies of further liquid feed metal, causes atmospheric pressure to collapse the adjacent skin where the metal is still sufficiently hot and weak to do so.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Wax | Fillet too small |
Increase fillet size |
| Wax | Inadequate feeding. Castings too close together – localized mold hot spots |
Ensure adequate feeding. Improve pattern spacing and avoid refractory build-up in completing molds. |
| Foundry | Metal pouring temperature too hot |
Consider reducing temperature |
| Foundry | Mold temperature too hot |
Consider reducing temperature |
| Other (Metal/ Mold design | Differences in radiant cooling. |
Review the assembled mold. Is the defect related to a specific position on the mold? |
| Other (Casting design) | Fillet too small |
Increase fillet size |
| Other (Mold design) | Inadequate feeding. Castings too close together – localized mold hot spots |
Ensure adequate feeding. Improve pattern spacing and avoid refractory build-up in completing molds. |