
Negative
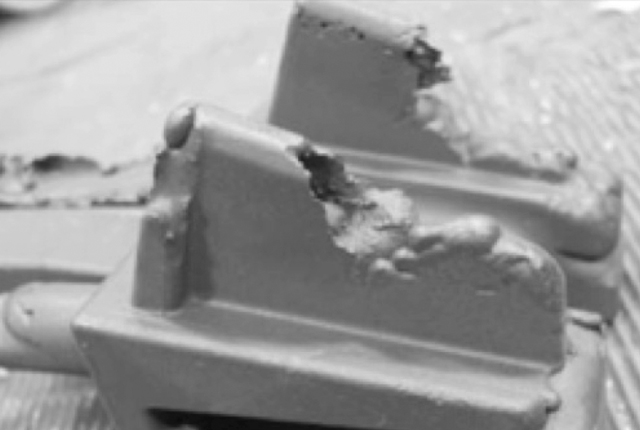
Smooth in most instances, but also be rough. It could be irregular. Many features or runners missing because of lack of metal. May have a positive fin where the leaker occurred.
N/A
Top of casting as oriented during casting
N/A
Runout, Short Pour
Visual inspection
Metal leaks out of the mold during or immediately after casting
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Wax | Handling damage |
Examine process and add preventive measures |
| Shell | Broken shell – handling damage |
Improve dewaxing performance or dip molds after dewaxing, mold handling to prevent damage to the mold |
| Shell | Low mold strength |
Add shell layers |
| Shell | Dewax cracking |
Fill mold with colored dye/ water mix to identify crack locations. Add wax vents. Improve dewaxing performance |
| Shell | Poor patch coverage– incomplete drying |
Modify patching procedure to insure complete drying prior to placing in burnout oven |
| Shell | Handling damage |
Examine process and add preventive measures |
| Foundry | Rough handling of hot mold |
Examine process and add preventive measures |
| Foundry | Handling damage |
Examine process and add preventive measures |