Negative
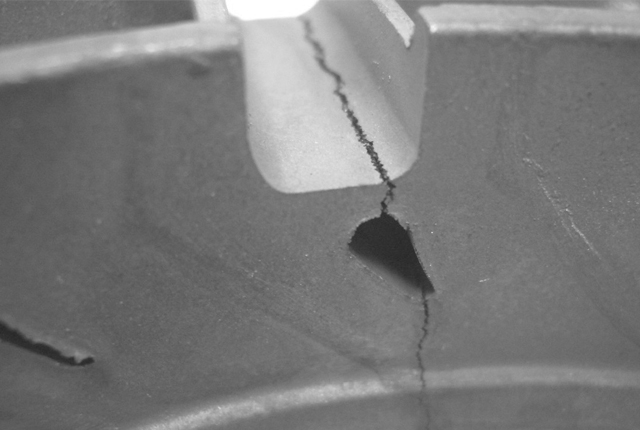
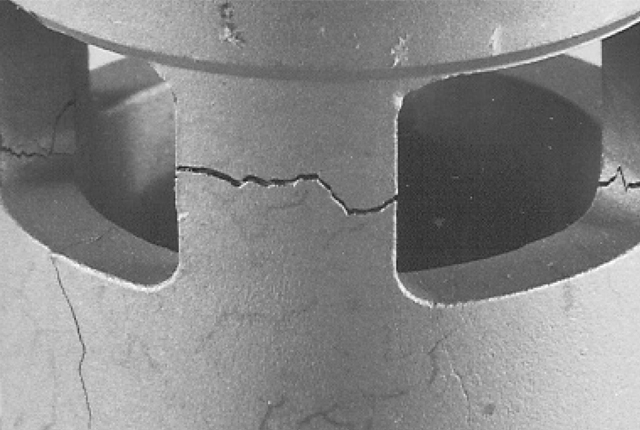
Jagged crack with irregular path, typically with an oxidized fracture face
N/A
Slow to cool or solidify areas where the geometry involves seriously restrained contraction or in a local volume of unfed metal. May occur at the intersection of thick and thin section.
Shrinkage Crack
A wax crack will typically contain refractory and have a somewhat smooth, non-dendritic fracture face
During casting cooling, the strength of the shell or gating system exceeds that of the solidifying metal
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Wax | Restriction of casting contraction at elevated temperature |
Modify the design to avoid contraction restriction and strengthen the weak areas by the use of webs. |
| Wax | Major sectional changes in the casting design |
Modify gating to prevent strong gates or runners from preventing the casting from contracting |
| Shell | Sharp internal angles |
Ensure adequate fillet radii |
| Shell | Gating incorrect |
Reduce the mold strength. Modify gating to prevent strong gates or runners from preventing the casting from contracting Use a slower cooling rate |
| Shell | Shell too strong |
Reduce shell layers. Allow time for the casting to solidify before moving |
| Foundry | Premature movement of mold after casting |
Allow time for the casting to solidify before moving |
| Foundry | Uneven cooling rate |
Sink mold after casting or wrap in insulation |
| Foundry | Gating incorrect |
Reduce the mold strength. Modify gating to prevent strong gates or runners from preventing the casting from contracting Use a slower cooling rate |
| Foundry | Metal chemistry |
Use certified virgin ingots |
| Foundry | Uneven or too fast of a cooling rate |
Modify the metal chemistry |
| Other (Mold design) | Gating incorrect |
Reduce the mold strength. Modify gating to prevent strong gates or runners from preventing the casting from contracting Use a slower cooling rate |
| Other (Casting design) | Sharp internal angles |
Ensure adequate fillet radii |
| Other (Casting design) | Casting design |
Modify the casting design where possible to reduce major sectional changes |
| Other (Mold Design) | Restriction of casting contraction at elevated temperature |
Modify the design to avoid contraction restriction and strengthen the weak areas by the use of webs. |
| Other (Casting design) | Major sectional changes in the casting design |
Modify gating to prevent strong gates or runners from preventing the casting from contracting |