

Positive
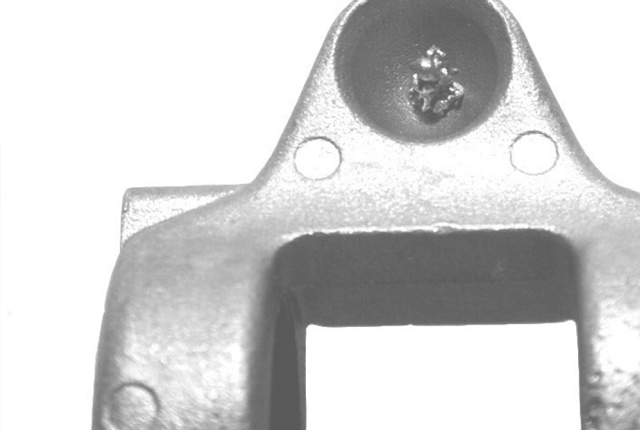
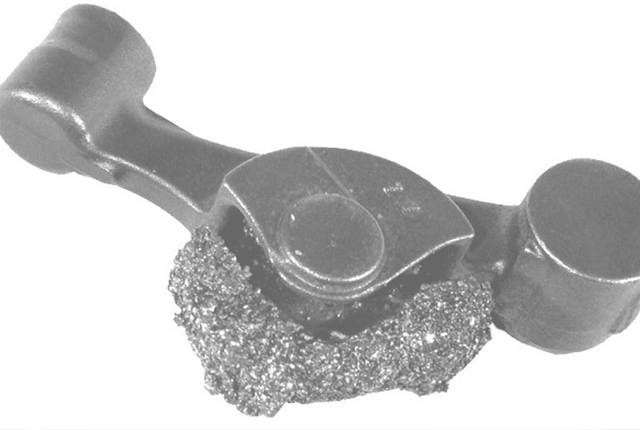
Irregular shaped mass typically attached to the casting by flash
Varies but typically metal is restrained by external shell geometry
Holes, slots, or tight corners
N/A
Metal breakthrough, Metal Penetration, Core Collapse
Visual Inspection
Thin or weak areas of the shell fail during dewax or casting allowing metal to leak into the void in the shell.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Other (Mold design) | Poor mold design |
Re-orient the part to improve slurry and stucco coverage |
| Shell | Poor shell build / slurry / stucco schedule |
Improve wetting of detail by shell code changes, re-orienting the part or vacuum dipping, thinner slurries and finer stuccos, use intermediate slurry and or stucco |
| Shell | Incomplete loose stucco removal |
Blow loose stucco out of detail, slots or blind holes |
| Shell | Incomplete slurry wetting |
Change pattern orientation, use vacuum dipping, lower the slurry viscosity or use prewet solutions |
| Shell | Incomplete drying |
Increase the dry time between layers |
| Shell | Incomplete stucco coverage |
Pour stucco into the area, change orientation of the pattern, use finer or intermediate stucco |
| Shell | Stucco too large |
Change shell code, use finer stucco |
| Shell | Stucco contains large particles (“rice krispies” or “snerds”) |
Sift the large particles out of the stucco |
| Shell | Dewax cracking |
Improve dewax performance |
| Shell | Autoclave depressurization too rapid |
Gradually depressurize the autoclave over 2 minutes or more |
| Other (Casting design) | The core length to cross-sectional area too great to allow production of a sound core by normal shell techniques |
Form area with “poured core” or preformed ceramic core |