

Negative
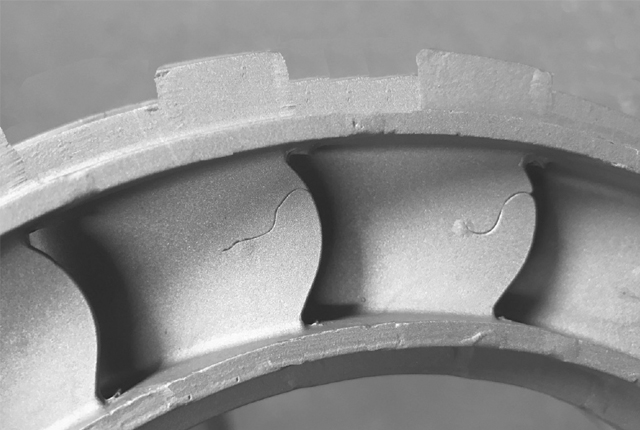
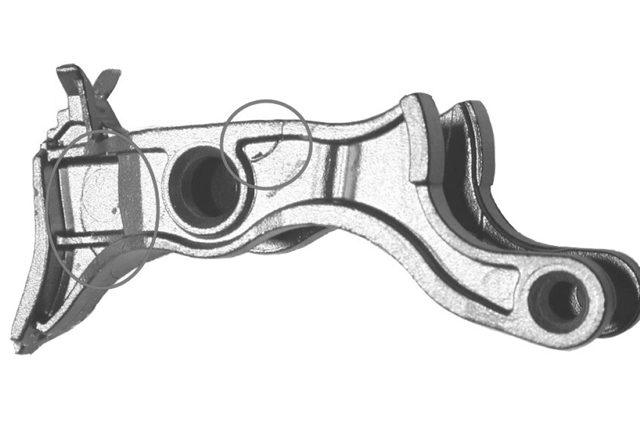
Smooth, linear, shallow, rounded edged impression extending into feature wall. This defect takes the form of a crack or discontinuity in the surface with rounded edges indicating the freezing or solidification of two or more streams of metal before they had time to completely fuse together.
varies
Thin sections or areas furthest away from gate where two metal fronts meet.
Cold Shot, Short Fill
Penetrant inspection, visual inspection, metallographic inspection for evidence of non-bonding along line below cast surface. A wax knit line will have not extend below cast surface ceramic in the junction.
Incomplete bonding of two metal fronts
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Foundry | Metal not hot enough |
Increase metal superheat |
| Foundry | Mold not hot enough |
Increase mold temperature/ increase or add mold insulation |
| Foundry | For air cast, mold not permeable resulting in backpressure/trapping air that slows metal fill time |
Reduce shell thickness or gating design to fill pattern cavity from more locations. Add vents. |
| Foundry | Poor metal fluidity |
Consider modifications to alloy composition |
| Foundry | Slow metal pour rate |
Increase pour rate |
| Foundry | Interrupted pour |
Maintain a steady pour rate until mold is full |