


Positive
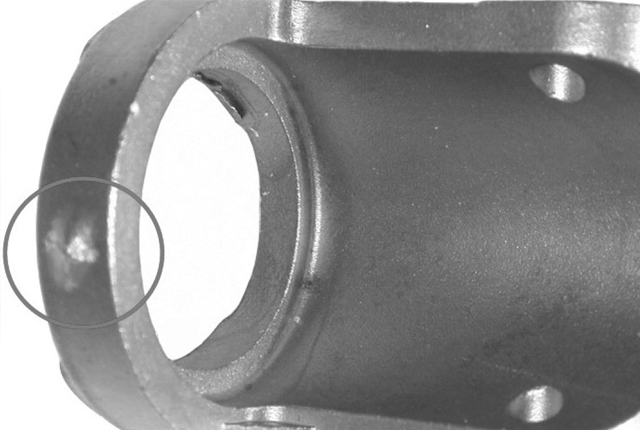
Gradual thickening of the casting wall. May have finning in the area of the bulge. May not be detectable by the naked eye but can be caught by gauging.
N/A
Parallel surfaces, deep holes, or slots. Adjacent patterns on assembly. Large flat featureless surfaces
Bulging, bulging cracking, bulging overheating, shell bulge
Shell bulge generally has a more rounded surface
Permanent defection of
the mold wall either during
dewaxing or casting.
| Area | Possible Cause | Potential Correction |
|---|---|---|
| Wax | Patterns too close causing premature bridging |
Use spacers during assembly to produce consistent pattern spacing |
| Shell | Shell too thin |
Add shell layers or add stiffening feature |
| Shell | Mold hot strength too low (mold creeping during casting cooling) |
1) Increase refractoriness of the shell 2) Ensure optimal SiO2 levels in the backup slurry 3) Ensure uniform mold thickness |
| Shell | Slurry not wetting out area |
1) Use vacuum dipping or re-orient pattern. 2) Use a thinner slurry |
| Shell | Slurry/stucco not getting into area |
Use a “poured core” |
| Shell | Stucco not getting into area |
1) Rainfall, hand pour or re-orient pattern 2) If bridging in slots or holes, use a finer stucco or make sure hole is open prior to applying subsequent dips until sufficient slurry/stucco has been applied |
| Shell | Slurry is being washed away when subsequent coats are applied |
Ensure sufficient intra-coat dry time and conditions for hard to dry areas of the mold |
| Shell | Green strength of the shell is too low to withstand dewaxing |
1) Increase the dry time between each layer 2) Apply additional coats 3) Increase final dry time 4) Redesign assembly to permit a more rapid heat transfer to all parts of mold 5) Vent pattern cavities 6) Check dewax process for optimal performance and that it is in control |
| Shell | Deformation during dewaxing |
See “Finning” |
| Foundry | Solidification time too long |
Decrease metal temperature, decrease mold temperature, speed casting cooling rate |
| Foundry | Ferrostatic pressure too high |
Reduce vacuum level, reduce spinning rate (centrifugal) |
| Foundry | Ferrostatic pressure too high |
Reduce the metal height above the part |